Den Ultimative Guiden til Slaglodding: Fra Grunnleggende Teknikker til Avanserte Anvendelser
Hva er Slaglodding? En Dybdegående Introduksjon
Slaglodding er en metallforbindelsesprosess der et smeltet loddemetall med et smeltepunkt over 450 °C (842 °F) brukes til å fylle gapet mellom to eller flere tett tilpassede deler ved kapillærvirkning. I motsetning til sveising, smelter ikke basismetallene under prosessen. Slaglodding skaper en sterk, lekkasjesikker og korrosjonsbestandig fuge som er avgjørende i en rekke industrielle og håndverksmessige applikasjoner. Denne metoden utnytter kapillærvirkning for å trekke det smeltede loddemetallet inn i de trange spaltene mellom de sammenføyde komponentene, noe som resulterer i en robust mekanisk og metallurgisk binding.
Grunnleggende Prinsipper for Slaglodding
For å oppnå en vellykket slaglodding er det viktig å forstå de grunnleggende prinsippene som styrer prosessen. Disse inkluderer riktig forberedelse av arbeidsstykket, valg av passende loddemetall og flussmiddel, nøyaktig oppvarming til loddetemperaturen, og kontrollert avkjøling. Hvert av disse trinnene spiller en kritisk rolle i kvaliteten og styrken til den endelige loddefugen. En grundig forståelse av disse prinsippene vil bidra til å minimere defekter og sikre pålitelige resultater.
Forberedelse av Arbeidsstykket: Grunnlaget for en Sterk Fuge

Nøyaktig forberedelse av arbeidsstykket er avgjørende for en vellykket slaglodding. Dette inkluderer grundig rengjøring av overflatene for å fjerne smuss, olje, fett, oksider og annen forurensning som kan hindre god vedheft av loddemetallet. Mekanisk rengjøring, som børsting, sliping eller filing, kan brukes for å fjerne tykkere lag med oksider og smuss. Kjemisk rengjøring med egnede løsemidler eller beisemidler kan også være nødvendig for å sikre en ren metallisk overflate. I tillegg må delene tilpasses nøyaktig for å sikre en jevn og smal spaltebredde, ideelt sett mellom 0,05 mm og 0,15 mm, for optimal kapillærvirkning.
Valg av Loddemetall: Sammensetning og Smeltepunkt
Valget av riktig loddemetall er kritisk og avhenger av flere faktorer, inkludert basismaterialene som skal sammenføyes, de driftstemperaturene fugen vil bli utsatt for, og de nødvendige mekaniske egenskapene som styrke og duktilitet. Vanlige loddemetaller inkluderer legeringer av sølv, kobber, sink, tinn og fosfor. Sølvloddemetaller er kjent for sin gode styrke og korrosjonsbestandighet, mens kobberbaserte loddemetaller er egnet for høyere temperaturapplikasjoner. Det er viktig å velge et loddemetall med et smeltepunkt som er tilstrekkelig lavere enn smeltepunktene til basismetallene for å unngå smelting av disse.
Flussmiddel: Nødvendig for en Ren Lodding
Flussmiddel spiller en avgjørende rolle i slaglodding ved å forhindre oksidasjon av basismetallene og loddemetallet under oppvarmingsprosessen, samt ved å fremme flyten av det smeltede loddemetallet ved å redusere overflatespenningen. Valget av flussmiddel avhenger av basismaterialene og loddemetallet som brukes, samt oppvarmingstemperaturen. Vanlige flussmidler inkluderer boraksbaserte forbindelser, fluorider og klorider. Det er viktig å påføre flussmiddelet jevnt på de områdene som skal loddes rett før oppvarming.
Slaglodding Steg for Steg: En Praktisk Guide
Selve slagloddeprosessen involverer flere nøye trinn for å sikre en kvalitetsfuge:
- Klargjøring av arbeidsområdet: Sørg for et rent og godt ventilert arbeidsområde. Fjern alle brennbare materialer og ha nødvendig sikkerhetsutstyr tilgjengelig.
- Feste av delene: Sikre at delene som skal loddes er riktig justert og holdes fast ved hjelp av klemmer, jigger eller annet egnet festemateriell. Dette sikrer en jevn spaltebredde under hele prosessen.
- Påføring av flussmiddel: Påfør et jevnt lag med riktig flussmiddel på alle overflater som skal i kontakt med loddemetallet.
- Oppvarming: Varm opp arbeidsstykket jevnt til loddetemperaturen. Dette kan gjøres ved hjelp av en gassbrenner (propan, acetylen), induksjonsvarme, ovn eller motstandsoppvarming, avhengig av applikasjonen og størrelsen på delene. Det er viktig å varme opp hele området jevnt for å sikre god flyt av loddemetallet.
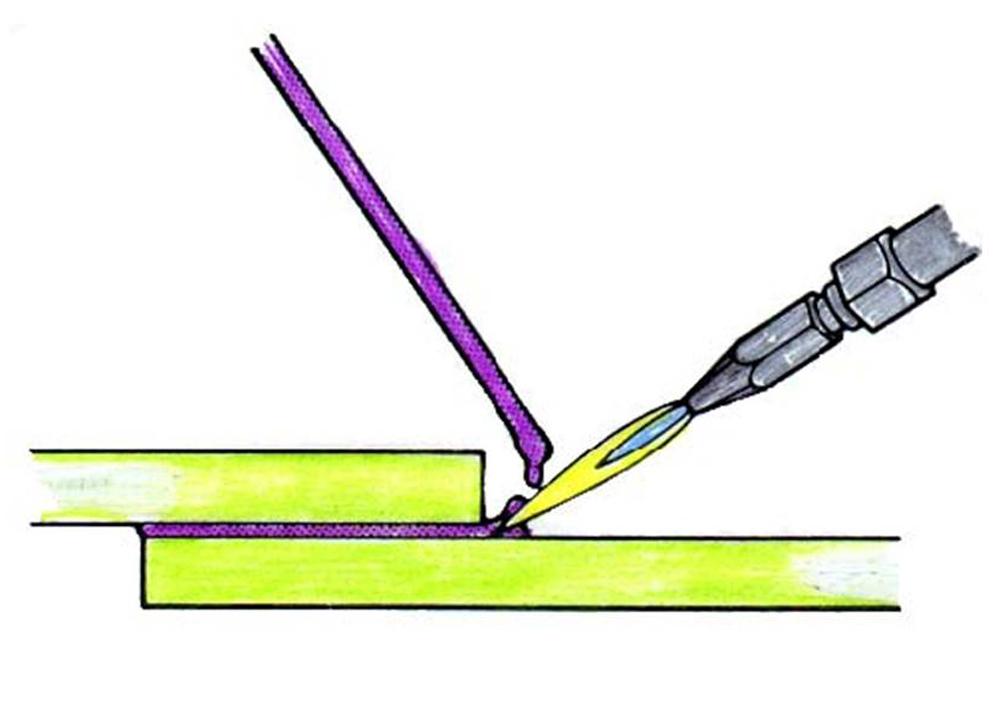
- Tilføring av loddemetall: Når loddetemperaturen er nådd (indikert ved at flussmiddelet blir klart og flytende), tilføres loddemetallet til fugen. Kapillærvirkningen vil trekke det smeltede loddemetallet inn i spalten mellom delene. Unngå å overopphete, da dette kan føre til oksidasjon og en svakere fuge.
- Avkjøling: La den loddede enheten avkjøles naturlig i luften, med mindre spesifikke avkjølingsprosedyrer er nødvendig for visse materialer for å unngå spenninger eller sprøhet.
- Rengjøring etter lodding: Etter avkjøling må eventuelle rester av flussmiddel fjernes, da disse kan være korrosive. Dette kan gjøres ved hjelp av varmt vann, børsting eller kjemiske rengjøringsmidler, avhengig av typen flussmiddel som er brukt.

Ulike Oppvarmingsteknikker ved Slaglodding
Valget av oppvarmingsteknikk avhenger av faktorer som størrelsen og formen på arbeidsstykket, materialene som loddes, og produksjonsvolumet. Her er noen vanlige metoder:
- Gassbrennerlodding: Bruker en flamme fra en gassbrenner (f.eks. propan eller acetylen) for å varme opp området som skal loddes. Denne metoden er fleksibel og egnet for både små og mellomstore produksjonsvolumer.
- Induksjonslodding: Bruker elektromagnetisk induksjon for å generere varme i arbeidsstykket. Dette er en rask og presis metode som er ideell for høyvolumsproduksjon.
- Ovnslodding: Arbeidsstykkene plasseres i en kontrollert atmosfæreovn og varmes opp til loddetemperaturen. Denne metoden er egnet for komplekse geometrier og sikrer jevn oppvarming av alle deler.
- Motstandslodding: Elektrisk strøm ledes gjennom arbeidsstykket ved hjelp av elektroder, og motstanden i materialet genererer varme. Denne metoden er rask og brukes ofte for punktsveising og lodding av små komponenter.
- Infrarød lodding: Bruker infrarød stråling for å varme opp loddeområdet. Dette er en kontaktløs metode som gir presis varmekontroll.

Vanlige Loddemetaller og Deres Anvendelser
Det finnes et bredt spekter av loddemetaller tilgjengelig, hver med unike egenskaper som gjør dem egnet for spesifikke applikasjoner:
- Sølvloddemetaller: Inneholder sølv i varierende proporsjoner og er kjent for sin utmerkede styrke, duktilitet og korrosjonsbestandighet. Brukes i rørleggerarbeid, elektriske komponenter, medisinsk utstyr og næringsmiddelindustrien.
- Kobber-fosfor-loddemetaller: Selvflussende ved lodding av kobber til kobber, og brukes mye i HVAC- og kjøleindustrien.
- Kobber-sink-loddemetaller (messingloddemetaller): Har høyere styrke enn sølvloddemetaller og brukes i applikasjoner som krever god slitestyrke, for eksempel i maskindeler.
- Nikkelbaserte loddemetaller: Utmerket for høy temperaturapplikasjoner og korrosive miljøer, for eksempel i flymotorer og kjemisk prosessutstyr.
- Aluminiumsbaserte loddemetaller: Spesielt utviklet for lodding av aluminium og dets legeringer, som er utfordrende å lodde med andre metoder på grunn av det raskt dannende oksidsjiktet.
Viktigheten av Riktig Flussmiddel for Ulike Materialkombinasjoner
Valget av flussmiddel er like viktig som valget av loddemetall og må være kompatibelt med både basismaterialene og loddemetallet som brukes. Ulike materialkombinasjoner krever spesifikke typer flussmiddel for å sikre effektiv fjerning av oksider og god flyt av loddemetallet:

- For lodding av stål: Boraksbaserte flussmidler er vanlige.
- For lodding av kobber og messing: Flussmidler som inneholder boraks og borsyre er effektive.
- For lodding av aluminium: Spesielle flussmidler som inneholder fluorider er nødvendige for å bryte ned det harde aluminiumoksidsjiktet.
- For lodding av rustfritt stål og nikkelbaserte legeringer: Flussmidler som inneholder fluorider og klorider er ofte brukt for å håndtere de seige oksidfilmene.
Det er viktig å nøye følge produsentens anbefalinger for bruk av flussmiddel, inkludert påføringsmetode og temperaturintervall for effektivitet.
Sikkerhetsaspekter ved Slaglodding: Beskyttelse er Nødvendig
Slaglodding innebærer høye temperaturer og bruk av kjemikalier, noe som gjør det viktig å ta nødvendige sikkerhetsforanstaltninger for å beskytte operatøren:
- Vernebriller: Beskytter øynene mot gnister, sprut av smeltet metall og skadelig stråling.
- Vernehansker: Varmebestandige hansker beskytter hendene mot brannskader.
- Verneforkle: Et varmebestandig forkle beskytter kroppen mot varme og sprut.
- Åndedrettsvern: Ved lodding med visse materialer og flussmidler kan det frigjøres skadelige damper. Sørg for god ventilasjon eller bruk egnet åndedrettsvern.
- Brannslukningsutstyr: Ha alltid brannslukningsapparat i nærheten i tilfelle brann.
- Sikkert arbeidsområde: Sørg for at arbeidsområdet er ryddig og fritt for brennbare materialer.
Det er også viktig å være klar over sikkerhetsdatabladene (SDS) for de brukte loddemetallene og flussmidlene for å forstå potensielle farer og riktig håndteringsprosedyrer.

Feilsøking ved Slaglodding: Vanlige Problemer og Løsninger
Selv med nøye forberedelse kan det oppstå problemer under slagloddingen. Å kunne identifisere og løse disse problemene er avgjørende for å oppnå kvalitetsresultater:
- Dårlig flyt av loddemetall: Kan skyldes utilstrekkelig rengjøring av arbeidsstykket, feilaktig flussmiddel, eller for lav loddetemperatur. Sørg for rene overflater, riktig flussmiddel og tilstrekkelig oppvarming.
- Porøsitet i loddefugen: Kan forårsakes av gasser som frigjøres under loddingen eller for rask avkjøling. Juster oppvarmings- og avkjølingshastigheten, og sørg for at flussmiddelet dekker hele fugeområdet.
- Svak fuge: Kan skyldes dårlig vedheft på grunn av urenheter, feilaktig loddemetall eller utilstrekkelig oppvarming. Sørg for grundig rengjøring, riktig valg av loddemetall og tilstrekkelig varme for å sikre god metallurgisk binding.
- Overoppheting: Kan føre til oksidasjon av både basismetall og loddemetall, noe som resulterer i en svak og sprø fuge. Kontroller oppvarmingstemperaturen nøye.
- Ujevn fylling: Kan skyldes dårlig tilpasning av delene eller utilstrekkelig flussmiddel. Sørg for jevn spaltebredde og dekk hele fugeområdet med flussmiddel.
Avanserte Anvendelser av Slaglodding i Industri og Håndverk
Slaglodding er en allsidig prosess som brukes i et bredt spekter av avanserte applikasjoner:
- Luft- og romfartsindustrien: For sammenføyning av kritiske komponenter i flymotorer og strukturelle deler som krever høy styrke og pålitelighet ved ekstreme temperaturer. Nikkelbaserte loddemetaller er ofte brukt her.
- Elektronikkindustrien: For montering av elektroniske komponenter der presisjon og pålitelighet er avgjørende. Sølv- og tinnbaserte loddemetaller er vanlige.
- Medisinsk utstyr: For sammenføyning av kirurgiske instrumenter og implant